

在机械零件的设计过程中,直接利用板料通过弯曲、拉伸等加工成型的事例不胜枚举。对于通过弯曲、拉伸等加工方法作为最终成型工序的零件,为了满足图纸尺寸要求,材料展开长度的计算就显犹为重要。
对于同样厚度的板材,由于图纸要求(保证)尺寸位置的不同,其成型零件下料展开长度计算的方法途径,也会随之发生变化。图纸要求几何形状尺寸在板厚同一侧的弯形件,其下料展开长度的计算略为简单,否则,颇费周折。
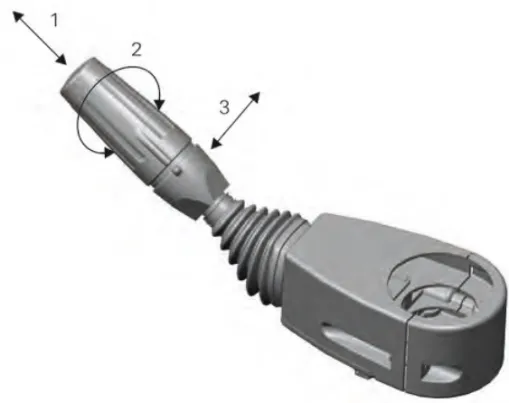
如图1所示零件弯形后要保证的几何尺寸均标注在板厚的同一侧,其弯曲后圆弧部分的圆心角,经作图可一目了然(见图2)。其零件弯曲角度β=arctg{H/[(B-A)/2]},材料展开长度由直线fe、半径为R圆心角为β所对应中性圆弧及c点所对应水平距离等五部分线段组成。弯曲后零件的几何形状已经确定,根据不同材料所对应弯曲部位中性层位置系数,可精确计算出展开料的长度。L=A-2×cd+2×{H+[(B-A)/2]0.5-2×de+2×[π×β×(R-ρ×t)/180],其中cd=de=R×tg(β/2),ρ为弯曲材料中性层相对位置系数。
图3所示零件,其材料展开长度的计算就不如图1那样简单。因为该零件所要求的几何尺寸不在板厚的同一侧,无法直接求出其下料长度。虽然直接进行展开料长度的计算存在一定的困难,但尺寸B、C左端两点间的相对位置是已知的,分别设两点为O、O,假如能确定过O或O点板厚实体母线(斜线)的角度,剩余的问题将迎刃而解,对于这类问题可分别借助于数学及autoCADA工具通过不同途经予以解决。
首先介绍利用数学中的解析几何解决此问题的方法。建立如图4所示坐标系,设过O点所求板厚斜线(实体母线)方程为:y=kx①,该直线应与圆心为O点半径为板厚尺寸t的圆相切,该圆方程为:[x-(B-C)/2]+(y-H)=t②,设其切点为J,该切点也应该在以O为圆心,以OJ为半径的圆上,所以还存在一个圆的方程:x+y=oj③(oj=oo-t)。解由①、②、③组成的方程组即可求出板厚实体母线斜率K值(计算出的K值有两个,需选中其实际值),其材料展开长度的计算也随之解决。
如果利用autoCADA工具其过程更加简单。首先过O点作半径为t的圆,再过O点作一与该圆相切的直线(注意其切点的位置要与实际相符),由该线段的斜率可确定各弯曲圆弧所对应的圆心角,根据材料所对应弯曲部位中性层位置系数作出各中性层圆弧线,然后使用list命令,点击组成展开材料长度各线段后按回车键,将显示的各值逐一累加,结果也能令人十分满意。
针对图5所示零件,因为零件高度H尺寸分别标注在成型后板厚的一侧及另一侧端点,其宽度B要求与高度标注点又不重合,利用数学中的解析几何也可以解决展开料长度的计算,但这里介绍解决该问题另外的途径。
为了解决此问题,建立图6所示坐标系,选坐标原点O与尺寸B的左端点L重合,设尺寸A的左端点为M,尺寸H顶点设为N,根据图5尺寸要求可以得出这样的结论:直线LN的长度永远等于板厚t,且直线LN、LM之间夹角为90°,理论上N点在X(或Y)轴上投影可变化范围在O-t之间,但N、M两点在Y轴投影距离之和始终等于H。若设直线LN与Y轴夹角为θ,则直线LM与Y,轴夹角可表示为90°C-θ,所以该零件要保证的高度值(Y轴上投影)可表示为:H=t×cosθ+LM×sinθ,则LM=(H-t×cosθ)/sinθ(θ取值范围0-90°之间)。
从而可知,原材料展开长度的计算已转化为解含有三角函数的二元一次不定方程,无论是变量θ还是未知数LM,只要确定其一即可,且两者所对应的值必须保证LM×cosθ=(B-A)/2。使用这种方法解决此类问题,手工做起来十分麻烦,若交给计算机处理实在是轻而易举,计算流程见图7。
如果利用autoCADA工具作图来解决该问题,不仅简单易行,经过对所作的图形进行若干次修正后,其结果也令人颇为满意,过程如下:①在图6中作出水平线段MM=A,②分别过L、N作MM垂线及平行线交于P点(分别以尺寸B、H为准),③连接M、P且在其右上方作一平行线M′P′与直线MP间距为板厚t,④过P′点作垂线交过N点水平线于Q,⑤连接P、P′并过Q点作PP′平行线交过L点的垂线于R,则Q、R点就是所求的准点,⑥连接M、P、Q所构成的轮廓线也就是第一次所求的准轮廓线(见图8)。
此时会有读者提出:直线MR与RQ不垂直。这是事实,虽然作图时把R、Q点放在尺寸线B及H上,事实上并非如此,当 A=118.6、B=215、H=56.8、板厚t=10时,其结果∠MRQ=86.6°,与实际明显不相符,相对误差达到3.78%。如果进行下列操作:①以Q点为圆心以板厚为半径作圆,②过M点作该圆的切线(选择其切点的正确位置)并延长,交PR线于R点,③将过切点圆的半径线段由切点处平移至R点,其Q点也随之移至Q点,④过Q点作垂线交过N点水平线于Q点,⑤将RQ线段自Q点平移至Q点,R点也随之移至R,⑥连接M、R、Q点形成的轮廓线就是第二次要寻找的准轮廓线(前次准轮廓线的修正,见图9),此时,∠MRQ= 89.8°,其相对误差仅为0.22%,如果对此误差仍嫌过大,可进一步对已绘制的图形进行修正直到满意为止,一旦其轮廓线被确定其材料展开长度的计算也易如翻掌。





























































































































热门推荐