

产品加工工艺取决于产品结构以及生产企业的设备能力,因此,对于设备能力相对稳定的企业,产品结构是否合理,将决定产品加工精度、刀具成本、生产效率以及加工工艺的合理性。下面结合本企业的设备能力,以推土机后桥、箱半轴安装孔的结构更改对加工工艺的影响为例作一简单介绍:
目前,国内120马力履带式推土机的后桥箱的结构形式基本相同,如图一所示:

一、更改前结构及工艺
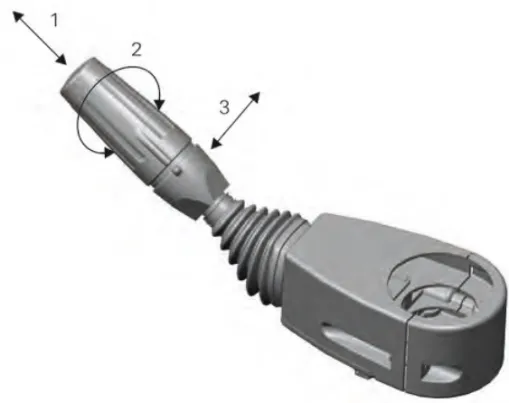
11结构——半轴安装轴线剖视,如图二所示:

12工艺——根据此种结构形式,其加工工艺一般为:在普通卧式镗床上粗加工各孔,在加工中心上半精加工、精加工各孔及孔口端面:
(1)差补铣尺寸690左侧,保证尺寸690(0/-1);
(2)镗孔Φ230K8(+0022/-0050),保证尺寸35±01;
(3)镗孔Φ110(+003/0)保证深度95±01,差补铣孔口左端保证尺寸10±01;
(4)镗孔Φ92;
(5)镗孔Φ86H10(+0140/0),刮孔口端面保证尺寸375±1;
(6)镗孔Φ80D8(+0 174/+012);
(7)各孔口倒角,去毛刺。
13半轴安装——半轴安装剖视,如图三所示:

说明:半轴与后桥箱在Φ110处为过盈配合,其余Φ92、Φ86、Φ80处均为间隙配合,以后桥箱Φ92孔台阶为轴向定位。
二、更改后结构及工艺
21结构——半轴安装轴线剖视,如图四所示:

22工艺——与结构更改前相比,除工序(3)、(4)更改外,其余工序相同:
(3)镗孔Φ112(+0 03/0),差补铣孔口左端保证尺寸18±01;
(4)取消。
23半轴安装——半轴安装剖视,
说明:半轴与后桥箱在Φ112处为过盈配合,其余Φ86、Φ80处均为间隙配合,以半轴Φ112台阶为轴向定位。
三、产品结构更改前后加工工艺性比较
31加工刀具
结构更改前,考虑后桥箱的外形尺寸、毛坯重量、结构形式、加工精度等因素,选用TX6211(数显对镗)或TX611B(数显镗床)作为后桥箱粗加工设备,选用TK6511(数控镗铣床——未带刀库的加工中心)作为后桥箱半精加工、精加工设备。由于此三种镗床的主轴均为Φ110,而后桥箱端部孔为Φ110,不能有效利用机床主轴,故需定做加长镗杆进行各孔及面的加工:自制有效长度大于375的镗杆用于粗镗Φ86孔,有效长度大于6325的镗杆用于粗镗Φ80孔;到刀具生产厂家(成都成量集团公司数控刀具厂)定做有效长度大于375的加工中心用镗杆(两把)用于半精加工、精加工Φ86H10(+0140/0)孔及孔口端面,有效长度大于6325的加工中心用镗杆(两把)用于半精加工、精加工Φ80DB(+0174/+012)孔。
为了合理利用机床主轴,提高镗杆刚性,进而提高加工精度,考虑本企业加工设备能力及性能,经过结构强度校核,将Φ110孔改为Φ112,取消了Φ92孔,并将半轴相应更改,于Φ112处增加轴向定位台阶,保证了半轴与后桥箱的装配需要。
结构更改后,机床主轴可以伸出290,主轴端部可伸至Φ86孔口左端面,有效的利用了机床主轴伸出长度。仅需定做有效长度大于350的加工中心镗杆(两把)用于半精加工、精加工Φ80DB(+0174/+012)孔。
32加工精度
结构更改对Φ230、Φ110(Φ112)、Φ86孔的加工精度基本不产生影响。由于减短镗杆长度,合理利用主轴伸出长度,提高了加工刚性,有效的提高了Φ80孔的加工精度。如表一所示,从结构更改前后随机抽检的5组数据,可以看出,结构更改有效的提高了Φ80DB(+0174/+012)孔的精度。
33生产效率
结构更改后,由于取消了Φ92孔,约可提高加工效率15%;选用标准刀杆即可加工Φ86孔,减少对刀次数,约可提高加工效率2%;加工Φ80孔的刀杆为更改前所选用刀杆长度的一半,刚性大大提高,减少对刀次数,约可提高加工效率3%;更改前Φ80孔精度大都超差,需“电刷镀”修复后,方可装配,浪费了人力、物力。
综上所述:推土机后桥箱结构更改后,提高加工效率约20%,节约刀具成本6000余元,并可保证图纸加工精度及同轴度要求。因此,产品结构的合理性对加工的工艺性至关重要。































































































































热门推荐