

(三)、基础制动装置
1、手制动机
检查锥齿轮连接是否完好。啮合间隙是否过大,传动是否完好。如间隙过大,重新调整。
2、传动拉杆
检查所有的叉形拉杆、移动杠杆、固定杠杆及上、下拉杠,是否完好。检查连接销有无损坏。关节轴承处加入2号锂基脂。
3、制动梁
检查制动梁焊接处,有无开焊的地方,拉伸弹簧有无失效。在制动时,制动梁应能灵活移动。拉伸弹簧如锈蚀,清洗干净,从新涂上黑漆保护。
(四)、捣固装置
1、移动框架
1)长轴锥形衬套:框架悬挂在左右两根导向杆上作来回移动,在长导向杆的两侧安装有锥形衬套,吊耳外侧是锥形轴塞、调整垫片和紧固螺栓。在作业时,锥形衬套起着减振作用,经过长时间的作业,衬套受到强大冲击力的反复作用,受力点较集中在锥形衬套的下方,这就使得锥形衬套产生变形(注:锥形衬套材料为聚氨脂),直接影响到减振性能,并使移动框架在移动时产生爬行,车体的振动增大。在冬检时,把捣固装置用千斤顶在两侧框架下部顶住,这时把锥形轴塞螺栓松开,取出锥形轴塞,再把锥形衬套安装位置180°装上,还可继续使用。然后把锥形轴塞清洗干净,均匀涂上润滑脂,重新装好。调整垫片的厚度约调至为14mm,使锥形衬套受力适中。
2)短轴锥形衬套,在短导向杆的两端也装有短轴锥形衬套,作用与长轴锥形衬套是一样的。在检修时,首先松开锥形轴塞紧固螺栓,把调整垫片一组一组的取出,并用铁丝栓好,再取出锥形轴塞,或旋转短锥形衬套安装位置180°后继续使用,然后装上锥形轴塞和调整垫片。锥形轴塞和导向孔有一定的配合间隙,装配时会紧一些,这时请不要用榔头敲击,最好采用铜棒、或着是用木块垫着敲击。
2、捣固头提升油缸活塞杆关节轴承紧固组件捣固头的最大下插力为75360N,提升力为55400N,由此看出活塞杆关节轴承的紧固部位承受的力量很大,在实际的作业申,也经常发生捣固头提不到锁定位置,严重的状况是活塞杆从捣固头连接处,整套拨出。
分析事故的原因是:
1)压盖的调整间隙不好;
2)螺钉和锁紧螺母松动。因此我们在检查此处时应严格把关,按照《08-32型自动抄平起拨道捣固车》一书中介绍的组装方法执行。压盖紧固螺钉一定要达到
拧紧力矩为35N.m的要求。
3、锁定机构:
捣固装置锁定机构一股不容易损坏,但它容易锈蚀。作业时大量的灰尘都会落在上边,造成锁销、气缸活塞杆伸缩不灵活。因此在冬检时应该把它拆下来,进行清洗,锁销及销孔上有锈蚀、飞边毛刺的地方,应修挫并擦洗干净,加注新的润滑油进行保养。
4、捣固买导向柱定位螺栓的检查
1)检查导向柱上部发兰的紧固螺栓,是否达到紧固标准。
2)检查导向柱下部定位座的紧固螺栓是否达到紧固标准。
3)检查导向柱下部的定位螺栓,是否达到紧固标准。
5、框架连接杆
1)检查连接杆是否有变形现象,两端调整螺母是否有松动。
2)在两端调整螺母的地方加注润滑油。
(五)、夯实装置
夯实装置的振动频率约为3OHz、激振力约为3850N。作业时,夯拍器螺栓容易松动,可以在每年的冬检中认真检查以下几个项目:
1)减振器、连接座是否完好无损。
2)马达支架是否有松动现象。
3)联轴器、轴承座、偏心轮是否完好。
4)传动辆是否窜动。
5)销轴、销子、马达支架、联轴器、轴承座等应清洗干净,加入新的润滑脂。
(六)起拔道装置
1、夹钳轮
夹钳轮在作业时,如果平均按每天作业2KM计算,那么,实际工作距离 2KM/夹钳轮周长0.738m,等于夹钳轮每天的转数,约为2710转。全年按8个月、每月30个工作日计算,一年它就要旋转650400转,可见夹钳轮的磨耗是相当大的,特别是夹钳轮内部的上、下衬套和中间的压力衬套,它们是磨损最大、最快的地方。衬套磨损后,间隙增大,造成拨道量误差增大,拨道不准确,同时在作业时夹钳轮旋转不灵活。为此在冬检时应做以下几点工作:
1)对衬套磨耗间隙过大的夹钳轮,应更换衬套。
2)认真清洗夹钳轮内部,加注适量的2号锂基脂。
3)在重新装配时,应把夹钳轮的间隙调整适当,上下不得有窜动间隙。
4)检查上下窜动间隙的方法;用手托住轮沿往上推动,如果感觉没有窜动既可。
2、检查起拨道装置的焊接部位
1)勾座导向柱、支撑座。
2)提升油缸支座。
3)夹钳油缸支座。
3、注油部位
1)导向柱导套部位
2)摆动吊架各连接销
3)导向轮销轴
4)拨道油缸销轴、关节轴承及竖销轴。
(七)测量小车
1、前测量小车
1)对吊耳销轴进行检查,加注新油。
2)检查吊耳是否有脱焊之处。
3)检查所有的汽缸吊挂支座有无脱焊。
4)认真清洗激光接收座。
5)小车锁钩关节部位加油润滑。
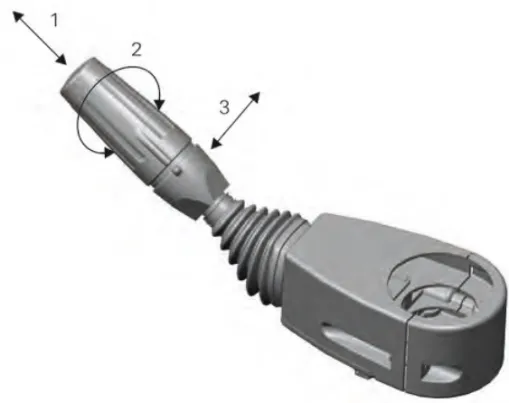
6)检查两测量轮之间的尺寸 1425±0.l5m (如图l所示)。如果尺寸不够应加入调整垫片重新进行调整。
7)把测量轮拆下,打开盖了检查轴承是否完好,并清洗于净,加入新的2号锂基脂。注意,在装轴承圈时,切勿用铁榔头敲击,只许用铜棒或者木榔头敲击。
2、中间测量小车
1)检查所有的焊接部位是否有开焊之处。
2)所有关节轴承部应清洗干净,加入新的润滑油。
3)检查电子摆托架、减振器、橡胶减振块有无变形。
4)锁钩解锁、闭锁时,若有发卡现象的,应拆下进行除锈、涂油。
5)抄平传感器支座应除锈、涂油润滑。
3、三点法测量小车
1)检查抄平弦至钢轨的距离2630mm是否符合标准。
2) 三点法叉子转动是否灵活。
3)检查排障器胶皮,若损坏应更换。
4)测量轮磨损较大的应更换。
5)验收棒上的拉紧弹簧松动应重新调整拉紧。
6)检查小车吊挂横梁的焊接部位和连接螺栓、销轴的松紧情况。
7)验收棒的接触板应清洗干净,涂上洁净的2号锂基脂。
4、后张紧小车
1)在各关节部位加注润滑脂。
2)检查调整杆有无松动,如有松动应按标准进行调整。
3)检查所有吊挂部位的焊接点有无开焊之处。
4)调整各测量轮前的排障器底边至轨面的高度为90一120mm。
(八)减速箱
08-32型捣固采用步进式捣固作业方式,在作业过程中,捣固车的频繁起步、制动或换向都要通过油马达传递动力给减速箱。箱内的花键轴、液压马达传动轴,就成了扭矩最大、螺栓宜松动的部位。螺栓松动后,很容易造成马达憋坏箱体外壳、大小齿轮相互打齿等现象。因此在进行冬检时应把减速箱箱体上盖、下盖打开:
1)认真检查开槽螺母的松紧情况。
2)检查大、小齿轮的啮合情况。
3)检查液压马达紧固螺栓的松紧情况。
4)检查花键轴压板紧固螺栓的松紧情况。
5)从放油堵把脏油放掉,用煤油冲洗箱体内部,应重新加入新油。






























































































































热门推荐