

全路面起重机的发源地在德国,“技术第一,质量至上”是德国制造业的核心价值观,表现出其对产品技术和质量的狂热追求。
美国格鲁夫公司的强项是越野轮胎起重机和汽车起重机。20世纪80年代,欧洲全地面起重机如火如荼地发展,逐渐把格鲁夫挤出了欧洲市场。此后,格鲁夫几经研究,于1983年收购了英国老牌企业科尔斯,企图以科尔斯为桥头堡,重新打入欧洲市场。格鲁夫投巨资开发全地面起重机在英国生产,虽然产品发展到300t,还是没有能够分得欧洲市场足够的份额。痛定思痛,格鲁夫认识到德国全地面起重机在欧洲市场的地位不可撼动,于是动用资本的力量,于1999年收购了德国的克虏伯轮式起重机公司,才真正成为全地面起重机市场上三足鼎立的一支。
德国已成为全地面起重机事实上的霸主,它在全地面起重机上所采用的技术也成为无冕的标准。本文似从底盘设计技术、吊臂制造技术、CAN总线控制技术等3个方面探析全地面起重机的主要关键技术所在。
底盘设计技术
为提高起重机的起重作业性能,最直接的办法就是减轻起重吊臂的质量。为达此目的,首先要有先进的吊臂设计理论,设计出刚度大、质量量轻的吊臂,目前德国全地面起重机的吊臂截面形状全部为椭圆形。其次要采用高强度钢材,国外吊臂普遍采用960 MPa以上的钢材,有些100t级的起重机为减轻质量,吊臂上甚至使用了仅4mm厚的瑞典SSAB生产的Weldox1100型钢板。SSAB目前正在研制1300MPa的超高强钢板。
这样高度的钢板,不但焊接要求非常高,成形也十分困难。一般钢板的弯形,反弹角度只有1°,如弯一个90°的弯,需要将钢板弯到89°而像Weldox960型的钢板,弯90°的弯时,需要将钢板弯到65°才行。
椭圆形截面吊臂的设计要用到最先进的力学理论和强大功能的计算机。笔者参观利勃海尔工厂时,曾为巨大截面的吊臂震憾。500t的LTM 1500型全地面起重机的7节吊臂全伸时的长度为84m,基本臂截面高度为1.65m,个子不高的人为用弯腰即可从臂筒中通过。这样大截面的臂筒由4块钢板焊接而成,如第三节臂,臂筒长14.5m,上盖板是1块板,弯2道90°折弯;下盖板由3块钢板焊接成型,分别为8.6mm厚、8m长、9.5mm厚、4.5m长;10mm厚、2m长,每块板折30道弯形,截面形状近似椭圆,然后将3块钢板焊接在一起,再和上盖板焊接成整个臂筒。3块下盖板厚度虽然不同,但是分别折30道弯形后,对接得严丝合缝,真可谓巨大的钢铁艺术品。7节吊臂的臂筒一共用了24块钢板,最小厚度6mm,最大厚度12mm。
正是由于椭圆形截面吊臂制造的复杂性,使起重机制造厂很难掌握吊臂的加工工艺,设备利用率低,制造成本高。因此,利渤海尔、德马格、格鲁夫等伸缩臂起重机制造厂已完全放弃椭圆形截面吊臂的制造,外协给专业制造厂生产。最著名的吊臂专业制造厂是比利时的Vlassenroot公司,行业内称它为“比利时小子”。Vlassenroot公司位于布鲁塞尔郊区,成立于1926年,现在专门切割、弯形、焊接各种伸缩吊臂。公司拥有2台5轴数控激光切割机,激光4kW,可以切割30m×7m、最大厚度为20mm的钢板和各种各样的焊接坡口;有12台折弯机,最大折弯长度为24m(960)t、最大压力为4000t(15m)。这些机器每天工作24h、每周工作7天,一年消耗钢材11000t,生产出世界上20%的起重机吊臂,用户有利渤海尔、德马格、格鲁夫、多田野、加藤、PPM、Link-Belt、Luna等世界各国的起重机制造厂。Vlassenroot只按照用户的图纸制造吊臂,提供吊臂总成或将一套吊臂的臂筒套在一起交货。
CAN总线控制系统
传统起重机的电器控制系统是一对一的控制,控制是直接且惟一的,导线内流动的是模拟信号。随着起重机的电气系统越来越复杂,特别是大量ECU (Electric Control Unit)的使用,使对一的通信几乎不可能实现。CAN总线控制系统有效地解决了这个问题。
CAN(Control Area Network)即控制器局域网络,是计算机网络技术的现代控制技术领域的应用和发展。随着零部件智能化的提高,发动机、变速器、液压泵/马达、电液控制阀等众多ECU之间的通讯,起重机力矩限制系统、支腿压力检测及车架调平系统、单缸插销吊臂伸缩系统、风力检测系统等共用大量的传感器、底盘传动系的防抱死、防滑转,都需要大量信号的传递和交流。CAN总线控制系统的基础是数字信号的传递,通俗地讲,各个控制单元和传感器都要将控制和检测信号数字化编码,以一定的频率不断地发送到总线上,而执行元件则从总线上各取所需,并把执行情况反馈到总线上。数字化的编码使所有信号互不干涉,理论上一根大容量的主线即可传递所有信号。有了数字化的总线,CAN才能有效地工作。
CAN总线控制系统广泛地应用于汽车的控制系统,上汽的POLP是一辆采用总线控制的国产轿车。比起汽车,轮式起重机采用总线控制系统具有更大的优越性,它可以解决许多传统控制方式解决不了的问题。
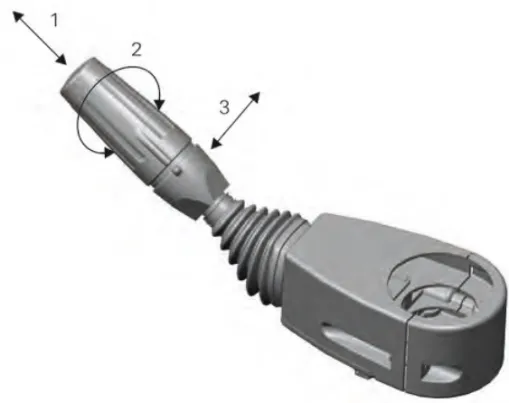
简化电路通道起重机是回转作业机械,上下车间的通讯量非常大。一台越野轮胎起重机的驾驶员在上车要操作下车的发动机油门、制动和转向模式、车桥驱动模式、差速器锁死、变速器换挡、悬架锁死、水平和垂直支腿动作,并要了解发动机、变速器的水温、油温、油压等情况。传统的控制系统需要50-60条电路通道的回转接头,沟通上下车的通讯。而采用总线控制模式,只需要4条电路通道就能解决问题。同样,伸缩臂端部和主机的通讯也得到简化。
解决多ECU的通讯和共同工作的优化问题起重机多机构组合动作传统上采用泵控系统,即每个机构都有各自的动力源。这样做虽然控制简单明了,却增加了上下车的油路通道,并且能源消耗大。采用CAN总线控制系统后,动力源减少到1台大功率变量泵,采用电控分配阀,ECU交换信息,根据需要向各个执行机构分别提供不同的压力和流量,不但动力油的通道减少到1条,还能优化动力系统、节约能源。
解决复杂的逻辑控制问题如力矩限制器对起重作业的安全保障、单缸插销吊臂伸缩机构逻辑关系、不同机构互锁等。
提高系统的可靠性CAN总线控制系统的数字化信号,抗干扰能力强大,信号成组连续发送,并有验码和反馈机能,使控制系统的可行性大大加强。
共用系统资源,集中显示系统信息这可以使用户的使用、维护、警示、记录、故障诊断成为一体。起重机出厂调试时,将其CAN总线控制系统和工厂计算机系统连接,将所有数据记录在案。一般全地面起重机需要调试和记录的数据有300-500条。一旦使用过程中发生故障,维修人员只要将原始数据用手提电脑和起重机CAN总线控制系统连接到一起,恢复原始数据,即可解决或发现故障所在。如果通过GPS将起重机工厂计算机连接起来,不但可以随时记录和监控机器的工作情况,还可以及时警示危险工况,诊断并排除故障。































































































































热门推荐