

作者:江苏徐州矿山路38号徐州装载机厂杨力夫
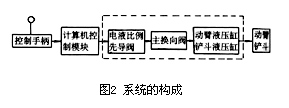
由徐工集团和吉林工业大学共同承担的国家“863”计划“ZL50G机器人化装载机”项目日前通过了由国家科技部组织的验收。该项目的主要技术成果“工作装置电液比例控制系统”采用了具有自主知识产权的脉宽调制电液比例控制模块,通过计算机控制技术实现了装载机工作装置的电液比例控制,极大地改善了装载机的控制性能,减轻了操作者的劳动强度,具有国际先进水平。1 工作装置控制系统的要求装载机工作装置是利用液压系统控制动臂和铲斗液压缸的伸缩并通过执行机构实现铲掘、装载等作业,其中液压系统的设计是整个系统的关键。一个好的液压系统必须满足以下要求:工作安全可靠,操作灵活、操作力小,运行平稳。装载机工作装置液压控制系统的发展主要经历了三个阶段:由操纵杆手动直接控制换向阀阀芯,到由手动先导比例减压阀液控主换向阀,之后发展为目前先进的计算机控制下的电液比例控制技术,其控制性能及自动化程度逐步提高。2 主要功能及技术参数本系统主要是通过操作控制手柄产生数字式电信号,控制电液比例先导阀的输出压力,从而控制主换向阀阀芯的位置,实现控制工作液压缸的工作速度。由于计算机控制模块能够实现工作装置的电子定位,并具有记忆、自动回位及自动放平的逻辑控制功能,使装载机具有一定的“智能机器人”的特性,从而减轻了操作者的体力劳动,提高了整机作业时的可靠性和操纵性。主要控制过程如图1所示。

主要技术参数:控制手柄转角(。) ±30控制手柄操纵力(N) <3控制手柄输出脉冲频率(kHz)控制手柄输出脉冲占空比(%) 10~90控制模块输出脉冲占空比(%) 20~80系统压力(MPa) 16先导控制系统压力(MPa) 3.o先导控制系统输入流量(Lmin) 30控制系统电压(V) DC 24电液比例先导阀最大电流(mA) 8003 系统的组成及工作原理3.1 系统组成工作装置电液比例控制系统的基本构成如图2所示,液压系统见图3。
系统的主要组成元件有:电控操作手柄、计算机控制模块、电液比例先导阀、主换向阀、液压泵和工作液压缸等。3.2 液压系统工作原理工作装置电液比例控制系统由两个液压泵供油,主泵为CBAa2100,用于控制动臂和铲斗液压缸的运动;先导泵为CBAa0016,用于控制电液比例先导阀,进而控制主换向阀芯的位移,以便控制动臂和铲斗液压缸的工作速度。先导泵的油液首先通过减压阀减至先导控制系统所需的控制压力,然后进入控制油路安全锁定阀。安全锁定阀是为了防止误操作而设置的,它是一个二位二通电磁换向阀,当操作者将控制开关置于“关闭”位置时,电磁铁处于断电状态,此时对操作手柄的任何操作都不会使工作装置动作。当将控制开关置于“开启”位置时,控制油液进入电液比例先导阀,通过操作手柄控制电液比例先导阀完成工作装置的动作。
3.2.1 动臂上升拉动操作手柄向后移动,此时手柄的位置传感器输出的电信号进入电液比例先导减压阀的比例电磁铁,先导减压阀输出的压力信号与输入电信号成比例,即手柄的角度越大,输出的电信号越大。电液比例先导减压阀的输出压力越大,控制主换向阀阀芯的位移越大,主换向阀通过的流量越大,动臂上升的速度越快。当操作手柄拉至极限位置时,手柄中的限位电磁铁通电,手柄在极限位置被吸合,动臂以最大的速度上升,当升至动臂上位限位开关所限定的位置时,计算机控制模块控制操作手柄限位电磁铁断电,手柄自动恢复到中位,动臂就可保持在所限定的位置上。在动臂上升的过程中,若需要动臂在某一位置停止,则需将操作手柄退回到中位。3.2.2 动臂下降操纵手柄向前移动,此时操作手柄中位置传感器发出与动臂上升时相反的控制信号,控制动臂下降的比例电磁铁工作,电液比例减压阀输出相应的控制压力,控制主换向阀阀芯向下运动,动臂下降。当操作手柄推至极限位置时,手柄中的限位电磁铁通电,手柄在极限位置被吸合,动臂以最大的速度下降。当动臂下降到限位传感器所限定的位置时,计算机控制模块控制手柄电磁铁断电,手柄恢复到中位,此时动臂在限定位置停止。在这个过程中若需要在任何位置停止,需将手柄拉回中位。3.2.3 动臂浮动将手柄推至动臂浮动工作工况,此时手柄位置传感器向控制器发出浮动工作信号,控制器将电液比例先导减压阀置于最大压力输出状态,输出的压力控制先导阀组中的二位三通阀位于下位工况。主阀中的液控单向阀处于反向导通工况。动臂液压缸的上下腔通过单向阀导通,此时的动臂处于浮动工作工况。当浮动工作停止时将手柄拉至中位,浮动工作结束。3.2.4 铲斗装载向后拉动铲斗控制手柄,手柄中位置传感器输出电信号通过控制模块控制电液比例先导阀输出与之成正比的电信号,从而控制主换向阀中的铲斗控制阀,使铲斗液压缸运动,完成装载动作。当手柄拉至最大位置时,手柄中限位电磁铁通电,手柄在极限位置时被吸合,铲斗以最大速度向上翻转。当转至最大位置时,限位传感器发出信号,计算机控制模块控制手柄限位电磁铁断电,手柄自动恢复到中位,此时铲斗在极限位置停止。同样,驾驶员也可以通过手动控制手柄回到中位,使铲斗停留在任意一个位置上。
3.2.5铲斗卸载反方向拉动铲斗控制手柄,其控制过程如上所述。3.3 电控系统工作原理3.3.1 控制手柄工作装置控制手柄是系统中的输入信号,随着手柄位置的变化,输出相应的电信号,由计算机控制模块将信号放大并驱动相应的比例电磁铁,从而控制电液比例减压阀输出相应的控制压力,控制主换向阀阀芯的位移。3.3.2 计算机控制模块计算机控制模块的主要功能是:接收、控制手柄输入的电信号,用于控制动臂及铲斗的动作s接收动臂及铲斗限位输入信号,用于设定动臂和铲斗的理想位置;控制工作装置锁定电磁铁及手柄极限位置电磁铁;与中央电控模块进行数据交换用以诊断工作装置控制系统的故障。电控系统的控制关系工作装置电控系统由工作装置操作手柄的位置传感器、动臂位置传感器、控制开关、行程开关、锁定电磁铁、电液先导阀比例电磁铁及工作装置控制器组成。控制器通过电缆接收与输出信号,并通过通信线路与监控系统和行走驾驶系统交换数据。3.3.2.1 输入信号(a)动臂指令位置传感器:安装在动臂操作手柄上,它发出的电信号代表了手柄的位置。控制器将信号解释为动臂运动方向和速度的指令信号。(b)铲斗指令位置传感器:安装在铲斗操作手柄上,它发出的电信号代表了手柄的位置。控制器将信号解释为铲斗运动方向和速度的指令信号。(c)工作装置安全锁定开关:是一个两位开关,两个位置分别代表工作装置处于锁定和解锁状态,由驾驶员选择。当开关置于锁定位置时,操作手柄和液压阀不起作用。(d)铲斗定位开关:指示预先设定的铲斗铲掘角度。(e)动臂定位设置开关:是一个自动复位的开关,当动臂位置传感器连续测量动臂的位置时,利用此开关可以将动臂上限位置设定在动臂中位以上的任何位置,也可以把动臂的下限位置设定在动臂中位以下的任何位置,这两个位置在自动定位控制时使用。(f)动臂浮动指令开关:发出动臂浮动指令信号,该信号与动臂操作手柄向前最大位置有联锁逻辑。3.3.2.2输出信号(a)控制铲斗装载电液比例电磁铁:控制铲斗向后翻转。(b)控制铲斗卸载电液比例电磁铁:控制铲斗向前翻转。(c)控制动臂上升电液比例电磁铁:控制动臂上升。(d)控制动臂下降电液比例电磁铁:控制动臂下降。(e)动臂手柄前位锁定电磁铁:当动臂操作手柄向前推至最大位置时,该电磁线圈通过电流,产生电磁力使手柄保持向前最大位置。此时动臂连续下降,当达到预先设置的下限位置时,该信号自动切断,手柄自动返回中位。(f)动臂手柄后位锁定电磁铁:当动臂操作手柄向后拉至最大位置时,该电磁线圈通过电流,产生电磁力使手柄保持向后最大位置。此时动臂连续上升,当达到预先设置的上限位置时,该信号自动切断,手柄自动返回中位。(g)铲斗手柄后位锁定电磁铁:当铲斗操作手柄向后拉至最大位置时,该电磁线圈通过电流,产生电磁力使手柄保持向后最大位置。此时铲斗连续向后翻转,当达到预先设置的铲掘角时,该信号自动切断,手柄自动返回中位。3.3.2.3输入和输出数据通过数据通信线路,工作装置控制系统与监控系统和传动操纵系统交换信息。(a)工作装置控制系统接收的信息有:发动机转速;传动系统启动开关的位置;来自监控系统的状态信息、校准信息及其它代码。(b)工作装置控制系统向监控系统发送的信息有:工作装置校准信息;故障诊断代码信息。发送的信息将在监控器上显示出来。4 使用效果评价应用上述研究成果研制的ZL50G装载机经有关检测机构检测,性能完全达到国家“863”项目计划任务书的要求,样机在国家重点工程进行的l000h工业性考核过程中,工作平稳、可靠,控制系统控制灵敏、抗干扰性强、操作轻便、自动化程度高,技术水平达到了国内领先、国际先进水平。































































































































热门推荐