

作者:燕山大学刘志艳王军
摘要:采用声发射(AE)和电机电流多特征参数融合检测的方法,研制了具有独自特点的刀具破损监测系统。介绍了系统的软硬件结构,建立了实现参数检测的数学模型。并用实验证明了该系统在线监测刀具破损的可行性。关键词:在线监测刀具破损声发射电机电流切削刀具破损的实时监控是实现生产过程自动化、无人化,保证产品质量,提高生产效率,减少设备故障的重要手段。在刀具破损监测的研究中,各国学者提出了很多方案,如采用监测加工部件的表面粗糙度以及尺寸,加工过程中切削力、振动等的变化,以判断刀具的破、磨损状况。研究的很多方法尚处于实验室阶段,少数方法如监测电机电流、主轴扭矩等开始用于生产实际。本文提出采用AE信号和监测主轴电机电流的双参数综合方法来判断切削刀具的破损状态,该方法受切削条件的影响小,具有监测精度高、系统抗干扰能力强、信号显示直观、灵敏度高、可以实时在线检测且使用方便等特点。1刀具破损的监测原理本系统采用声发射(AE)和电机转矩检测技术实现刀具破损的监测。声发射是指伴随固体材料在断裂时释放储存的能量产生弹性波的现象,AE信号由传感器检测,得到相应的电信号,它分为突发型和连续型两类,前者是伴随固体材料的微小裂纹和龟裂而产生的,后者是材料在塑性变形时表现出来的。刀具破损检测以突发型AE信号为对象,用AE信号检测发射源的位置和强度,了解被测对象内部结构的变化,以实现切削刀具状态的监测。在切削过程中,由于金属变形、挤压、摩擦等的影响以及切削环境变化,使直接来源于切削点的AE信号特征复杂,频谱丰富,加深了刀具破损时AE信号识别与测量的困难,从这些信号中提取刀具破损的AE信号是实现在线监测的关键。用图1所示装置提取切削刀具的AE信号特征,将AE传感器装置在刀架上,将传感器检测的AE信号经前置放大器和主放大器两级放大后,由采样频率达MHz的波形记录仪采集、存储,送至数字示波器进行时域特性分析,并由绘图仪绘出结果。图2所示为切削加工中AE信号的频率分布,图中表明,切削加工中机械噪声、机床空转噪声的频率在<100kHz范围内,而刀具破损时AE信号的频率在300~500kHz范围内,且峰值较大,因此,要正确提取刀具破损的AE信号,应选好合适带宽的AE传感器以及带通滤波器的频率范围。同时,应采取多参数实域频域综合处理方法,以利有效抑制各种环境噪声,提高监测精度。

电机电流的监测,在切削过程中,刀具破损发生变化,导致切削力发生变化,切削力的变化引起主轴转矩发生变化,进而导致电机电流发生变化,监测电机电流的大小可间接地判断刀具的状态。采用某一时刻电流值与正常切削时电流值之差作为刀具破损的特征信号I=|I1-I0|ΣK阈(1)式中:I1——某一时刻电流的实测值;I0——正常切削或切削开始的电流实测值。当切削条件、刀具材料、工件材质等发生变化时,I1值发生变化,I0值也随之变化,但两者的差值变化不大,即I值变化主要取决于刀具的破损状态,而与切削条件变化的影响关系不大。但在实际生产中,较大的电网电压波动和周围设备的启动、停机都会影响I1值,因此,还应监测电网电压的波动,并去除其对电机电流的影响。此时,用电机电流监测刀具破损的判别式应为I=|I1-I0|-F|U1-U0|ΣK阈(2)式中:U1——某一时刻电压实测值;U0——切削开始时的电压值;F——电网电压波动引起电流变化的比率。2监测系统的组成及其特点刀具破损监测系统如图3所示。图中,电机电流处理模块用于处理霍尔传感器输出的表示电机电流大小的电压信号,此信号为时域幅值信号,经一定运算,得到式(2)的I和U值,再经A/D转换,由微机处理,AE信号处理模块的结构如图4所示。图2所示实验结果表明,切削刀具破损的AE信号频率范围在300~500kHz之间,为有效地放大AE传感器输出的mV级信号,需采用宽频高增益的两级放大电路。为正确地提取有用的AE信号,后接100~600kHz带通滤波器,经检波处理后,与检波器2输出的幅值信号同时送给计算机,作两路信号的比较处理,以得到刀具破损的AE信号的幅值及其频率分布。计算机对AE传感器的信号和霍尔传感器的信号进行综合处理、分析,以确定刀具的破损状态。
监测系统的工作原理。当电源接通后,计算机开始工作。对各输入、输出端口初始化后,分别采集电机电流信号和AE传感器信号,与设定的阈值进行比较等处理,识别刀具是否发生破损,如发生破损,则发出报警信号。3实验刀具破损的监测实验在CA6140车床上进行。工件为直径50mm的45#钢棒,车刀为硬质合金刀片。切削速度为400r/min,进给量为0.2mm/r,为了造成车刀破损,在工件内先埋入2mm的钻头,实验进行了30次,当确认刀具破损时,监测系统的检出率如表1所示。
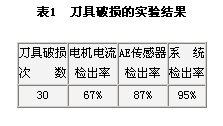
4结论本文以车削为例,介绍了我们研制的刀具破损监测系统。实验及应用表明,它不仅可以灵敏准确地检测出各种状态下的刀具破损,而且适用于镗、铣、钻等相近加工过程中的刀具破、磨损的在线检测,具有较高的系统检出率。此系统具有如下特点:(1)采用监测电机电流和AE信号的多参数综合分析判别方法,可有效地提高刀具破损的检测成功率。(2)监控门槛的外设定方法,使监测系统适用于各种不同的加工环境和状态,且具有较高的抗干扰能力和工作可靠性。(3)监测系统的硬件、软件采用模块化结构,便于修改、维护,增加了灵活性和多用性,适合于在线监测。

































































































































热门推荐