

铲斗材料及其焊接性
01、焊前必须将焊接处清理干净
就是把原来的开裂焊肉拿掉,用交相磨光机磨或有条件就用碳弧气刨,但刨后必须打磨干净氧化铁。
02、焊接前要进行一定的预热
有可能的话还需要在焊接位置预热100度。而后再用直径3.2J507焊条焊,焊一会就停下来,用锤子敲击焊缝和焊缝边缘,待完全焊完后一直用锤子敲击,直到焊缝基本冷却。目的是释放焊接应力,因为焊后不可能做热处理。
03、焊接时必须选用合适的焊接材料
焊条型号很重要。如果想弄懂什么材质那就得取些铁沫化验,一验就出来了,然后根据成分配焊条就行了。
04、斗体与斗齿焊接必须保证焊透
焊接时必须保证焊透,如果焊缝位置间隙大可以在里边加背板。
挖掘机斗体与斗齿焊接工艺
斗齿

01、焊前准备
首先从斗体上切除已磨损的斗齿,然后用角磨机把安装斗齿处打磨干净,不得存有泥垢、铁锈,并仔细检查有无裂纹等缺陷;在斗齿待焊处用碳弧气刨开出坡口,并用角磨机清理干净。
02、施焊
①首先在斗体上(与斗齿的接合处)用GBE309-15焊条进行堆焊,焊前焊条需经350℃、15h烘干,焊接电流应偏大、焊速略慢,以保证熔合区镍含量5%~6%,防止产生对裂纹敏感的马氏体。
②进行定位焊。斗齿装配到位后,用直径为32MM的D266焊条进行两侧对称的定位焊,焊缝长度不超过30MM。焊后立即水冷并锤击。
③打底焊。用直径为32MM的D266焊条进行打底焊。用小电流、直流反极性、断续焊、短段焊。每次停焊时应及时水冷,间层温度控制在50℃以下。
④进行填充焊。底焊焊完后,改用直径为4MM的D266焊条进行断续焊,焊接电流为160A,一根焊条分3~4次焊完,每次停焊时仍须及时用水冷却焊道至50℃以下,并进行锤击,以消除应力与防止碳化物析出;每焊完两层则进行左右焊缝轮换焊接以保证焊接的对称性,直至焊脚达16MM为止。每焊完一道用放大镜检查裂纹情况,如有裂纹则用碳弧气刨消除后再焊接。

恒晟达斗齿
挖掘机斗体与斗齿焊接修复后经一年多的使用,焊缝仍然良好。事实证明,此方法修复斗齿效率高、成本低、效果好,有一定的实用价值。
学会了斗齿与斗体的焊接方法固然重要,但更重要的是选择合适的斗齿和信得过的厂家。而恒晟达集团便是我国工程机械配件市场中值得信赖的厂家之一。
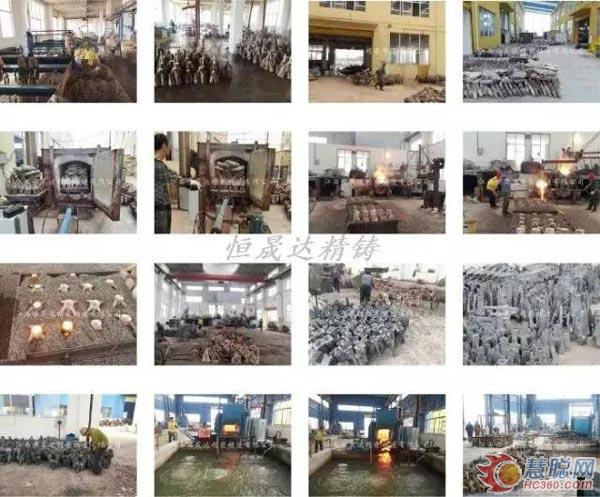
作为国内挖掘机配件市场最早的一批开荒企业,恒晟达在以市场为导向的自产自销经营模式下,为工程机械用户提供了高、中、低三个档次的产品。产品行销国内及中东、东南亚、非洲、欧洲、北美洲等国家,品质得到经销商及广大用户的认可和信赖。

































































































































热门推荐