

为满足物流中心的效率要求,往往需要对这些机械设备配置合理的动态参数。合理的动态参数设定可以合理配置各机械设备,提高设备的利用率,同时可以节约机械设备的配套成本,其重要性不言而喻。
巷道堆垛机是自动化立体仓库的核心设备,各部件之间配合可以实现运行、起升、伸缩三个方向上的运动,从而实现货物出入库的功能。其动态参数包括运行速度、起升速度、货叉速度和其对应方向上的加速度。
堆垛机动作时,运行和起升可以同时进行,而伸缩叉功能与这两个功能互锁。在规划物流中心时,需要对堆垛机的出入库能力进行核算,设置堆垛机参数使其满足物流中心对于效率的要求。
堆垛机的入出库能力用循环作业时间或者每小时出入库的托盘数量来衡量,入出库点的不同、动态参数的设置都会影响堆垛机出入库的效率。
本文拟引用FEM9.851《Performance Data of S/RMachines Cycle Times》和JB/T9018—2011《自动化立体仓库 设计规范》等标准,对两个工程项目中的堆垛机效率进行计算和总结,并对这两种情况下的动态参数进行优化,对优化后的结果进行计算并与原方案进行对比,总结出一种通用的合理配置堆垛机动态参数的方法,该方法可以在以后的工程项目中推广运用。

1、堆垛机的原始效率计算
图1 为国内某物流中心的平面布置图,其南侧为生产车间,生产车间生成的原料通过南侧东、西两边的入库口送往立体库进行存储。北侧为出库区,有业务时,存储在货架区域的成品通过堆垛机和输送机运往出库区,完成出库任务

图1立体库布局图
该自动化立体仓库的堆垛机运行巷道长为156 m,货物的提升高度为8 m。规划的堆垛机运行速度为160m/min,运行加速度为0.5 m/s2, 起升速度为40 m/min,起升加速度为0.5 m/s2,货叉的运行速度为带载20 m/min、空载40 m/min,伸缩叉加速度为带载0.4 m/s2、空载0.8 m/s2。假设此次作业任务为效率较低的巷道异侧入出,对此种情况下的效率进行计算。
根据FEM9.851《Performance Data of S/R MachinesCycle Times》,该情况属于E 点取货入库,A 点放货出库的情况,其单循环入、出库的路线图分别如图2 和图3 所示。各个状态点的坐标见表1。
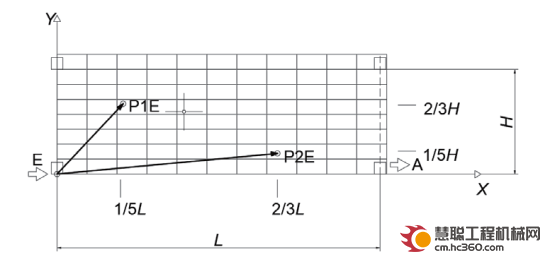
图2 入库作业工作路线图

图3 出库作业工作路线图

堆垛机单循环出库(入库)时间:
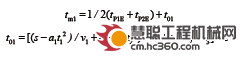
式中:tP1E 为P1、E 两点间的运动时间,tP2E 为P2、E 两点间的运动时间,t01 为取货伸缩叉的作业时间、定位时间、货格检测时间、载货台微升降时间和等待时间等的总和,t1 为空载加速时间,t2 为满载加速时间,t3为堆垛机工作过程中的固定时间(本项目中t3=8 s)。
计算可得到t1=t2=0.83 s,t01=31.93 s,tP1E=[17.03,9.33]=17.03 s,tP2E=[44.33,3.733]=44.33 s。进而计算可得到堆垛机单循环出库(入库)的循环时间tm1=62.61 s,单循环每小时入库托盘数为57 盘。
如图4 和图5 所示,堆垛机复合作业循环的出入库时间

式中:tP1E,P2A,A,E 为堆垛机自E 点取货、P1E 点存货入库、P2A 点取货、A 点放货出库的总运动时间,tP1'E,P2 'A,A,E 为堆垛机自E 点取货、P1’E 点存货入库、P2’A 点取货、A 点放货出库的总运动时间,t02 为取货伸缩叉的作业时间、定位时间、货格检测时间、载货台微升降时间和等待时间等的总和。
该项目中,t02=63.87 s,tP1E,E=[17.03,9.33]=17.03 s,tP1E,P2E=[32.63,6.93]=32.63 s,tP2,A=[24.83,3.73]=24.83 s,因此tP1E,P2A,A,E=74.49 s。tP1'E,E=[52.13,9.33]=52.13 s,tP1'E,P2'E=[32.63,6.93]=32.63 s,tP2'E,A=[44.33,3.73]=44.33 s,因此tP1'E,P2 'A,A,E=129.09 s。则堆垛机复合作业循环的出入库循环时间tm2=165.66 s,复合作业循环每小时出入库的托盘数为43.5 盘。
在计算该项目循环时间时发现,运行时间要远远大于堆垛机的起升时间,导致堆垛机存取货时起升需要等待运行动作完成,目前所研发堆垛机可以满足出入库要求。
可以在设置堆垛机动态参数时降低堆垛机起升速度和加速度,使之与堆垛机运行效率匹配,以大大减小堆垛机起升电机的功率和减速机的大小,节约堆垛机研发成本。
如果在规划时需求的效率更高可以大幅增大堆垛机运行速度而保持起升速度不变甚至降低,可以大幅提高堆垛机的出入库效率。而且该项目巷道过长,高度又不高,E 口入A 口出会导致复合作业循环效率比单循环效率更低,因此该项目也可以采用同一出入口出入库的作业方式。

图4 复合作业堆垛机路线图A
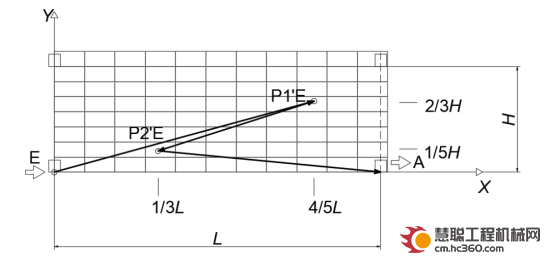
图5 复合作业堆垛机路线图B
2、方案优化
2.1起升速度的优化
原方案中堆垛机的起升初始速度为40 m/min,本文先假设堆垛机的起升速度为20 m/min,对堆垛机的出入库效率进行校核。根据以上思路进行求解计算, 可得t01=31.93 s,tP1E=[17.03,15.99]=17.03 s,tP2E=[44.33,5.80]=44.33 s。进而可以得到,堆垛机的单循环入库效率tm1=62.61 s,单循环每小时入库托盘数为57盘。
同样,进行求解可以得到t02=63.87 s,tE,P1=[17.03,15.99]=17.03 s,tP1,P2=[32.63,11.19]=32.63 s,tP2,A=[24.83,4.80]=24.83 s,因此tP1E,P2A,A,E=74.49 s。而tE,P1’=[52.13,15.99]=52.13 s,tP1',P2' =[32.63,11.19]=32.63 s,tP2',A=[44.33,4.80]=44.33 s,因此tP1 'E,P2 'A,A,E=129.09 s。
优化后,对于复合作业循环,堆垛机复合工作时间tm2=165.66 s,在一个复合作业循环中每小时出入库的托盘数为43.5 盘。
由以上的分析可以看出,起升速度降低于20 m/min之后,堆垛机出入库效率并未受到影响。此种情况下堆垛机电机的型号和各项参数对比见表2
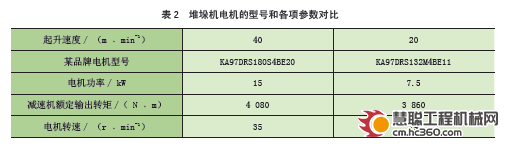
由表2 可以看出,在起升速度为20 m/min 的情况下,电机功率为7.5 kW,输出力矩基本保持不变,出入库效率基本不变。而盲目套用堆垛机极限速度造成了严重的资源浪费,在电机变频器等器件方面增加了立库的成本。因此,配置堆垛机时,不能盲目追求速度和加速度参数,还需考虑物流建筑主体对于设备本身的限制。
2.2巷道出入口的优化
原始方案中堆垛机在巷道中异侧出入库,优化方案中考虑堆垛机同侧出入库方案,将巷道左右两侧分片区使用,即采用E 入E 出的方案。
根据FEM9.851《Performance Data of S/R MachinesCycle Times》,堆垛机单循环出入库效率仍为每小时出入库托盘数57 盘。
堆垛机复合循环工作路线如图6 所示,由E 点入库经P1E 点存货后到P2E 点取货,然后到E 点出库。其中各状态点的坐标如表3 所示。
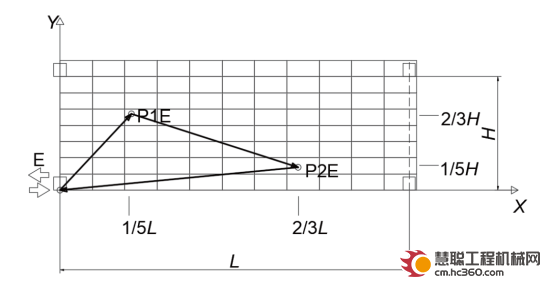
图6 同侧出入库堆垛机工作路线图
进行求解可以得到t02=63.87 s,tE,P1=[17.03,15.99]=17.03s,tP1,P2=[32.63,11.19]=32.63 s,tP2,E=[44.33,3.73]=44.33 s,因此tE,P1,P2,E=93.99 s。对于复合作业循环,堆垛机复合工作时间tm2=157.86 s。一小时堆垛机复合作业的出入库托盘数为45.6 盘。可以看出,该作业方式下堆垛机的效率得到一定的提高。但该方式属于物流作业布局方式,并非动态参数的优化。

2.3运行速度的优化
目前国外部分堆垛机制造商可制造出运行速度为240 m/min 的堆垛机,本项目采用整机购买国外进口堆垛机,以 240 m/min、1 m/s2 配置堆垛机的运行动态参数,其余的动态参数保持不变。该项目中,t1=t2=0.83 s,t01=31.93 s,tP1E=[11.8,9.33]=11.8 s,tP2E=[30,3.733]=30 s。
计算可得,堆垛机单循环出库(入库)的循环时间tm1=52.83 s,单循环每小时入库托盘数为68.14 盘,出入库效率提高了20%。同样求解可以得到t02=63.87 s,tE,P1=[11.8,9.33]=11.8 s,tP1,P2=[22.2,6.93]=22.2 s,tP2,A=[17,3.73]=17 s, 进而得到tP1E,P2A,A,E=51 s。
而tE,P1'=[35.2,9.33]=35.2 s,tP1',P2'=[22.2,6.93]=22.2 s,tP2',A=[30.4.80]=30 s, 进而得到tE,P1'P2',A=87.4 s。因此,堆垛机复合作业的循环时间tm2=133.07 s,每小时出入库的托盘数为54.1 盘,出入库效率提高了24%。
2.4单位长度速度
对于堆垛机的动态参数,引入单位长度速度的概念(速度与该方向长度的比值),有

起升和运行单位长度速度的比

对原方案计算得到a=0.21,经过起升速度优化后a=0.41,而运行速度经过优化后a=0.31。根据长期规划经验,对于多数工程项目应尽量设置动态参数,使其满足a 的取值空间为1,此时堆垛机的动态参数能够匹配较高的出入库效率。
本工程项目单纯从理论角度出发,设置运行速度vx=400 m/min,vy=20 m/min。此时a 值约为1。计算得到,t1=t2=0.83 s,t01=31.93 s,tP1E=[10.6,9.33]=10.6 s,tP2E=[21.52,3.73]=21.52 s。从而计算得到,堆垛机单循环出库(入库)的循环时间tm1=47.99 s,单循环每小时入库托盘数为75 盘。
同样进行求解可以得到t 0 2 = 6 3 . 8 7 s ,t E , P1=[10.6,9.33]=10.6 s,tP1,P2=[16.84,6.93]=16.84 s,tP2,A=[13.72,3.73]=13.72 s,进而计算得到tP1E,P2A,A,E=41.16 s。
而tE,P1’=[24.64,9.33]=24.64 s,tP1',P2'=[16.84,6.93]=16.84 s,tP2',A=[21.52,3.73]=21.52 s, 进而计算得到tE,P1'P2',A=63 s。
因此,堆垛机复合作业的循环时间tm2=115.95 s,每小时出入库的托盘数为62 盘。
由此可以看出,单位长度速度比接近1 时,堆垛机的出入库效率能得到进一步提升。
3、总结
对国内某物流中心的布置规划和作业流程做了介绍,并基于该项目的动态参数和作业模式对堆垛机的出入效率进行了计算,得出单循环每小时入库托盘数为57 盘,复合作业循环每小时出入库的托盘数为43.5 盘。提出三种优化方案并对方案的出入库效率进行计算,得到如下结论:
1)降低堆垛机的起升速度至20 m/min,计算堆垛机的作业效率,结果显示堆垛机的出入库效率并未降低。而堆垛机起升电机的功率却可以由原15 kW 降低为7.5kW,为该项目节省了成本。
2)将堆垛机的作业模式由异侧出入库改为同侧出入库,分析结果显示堆垛机复合作业每小时的出入库托盘数为45.6 盘,提升了5%。
3)将堆垛机的运行速度由原方案的160 m/min 提升至240 m/min,分析显示堆垛机单循环的效率和复合作业循环的效率分别提高了20% 和24%。
文中最后提出了单位长度速度比的概念,并在单位长度速度比接近于1 的情况下对该项目堆垛机的效率进行计算,分析显示堆垛机的单循环和复合循环出入库效率能进一步提升到每小时75 和62 托盘。
对大量工程项目进行考察表明,在单位长度速度比接近于1 时,能够充分利用堆垛机的运行和起升功能,使堆垛机的效率得到提高。而堆垛机货叉速度的提升对于堆垛机的效率则有更为直观的提升,可作为后续计算和思考的重点。
































































































































热门推荐