

面对如此境况,齿轮制造商必须对生产工艺做出相应的调整。若有一家拥有专业技术知识,对所有生产工艺和技术都有充分了解的全面合作伙伴,便能为齿轮制造商开发更加相宜的解决方案以应对特殊挑战,可谓事半功倍。
拥有精湛的工艺与技术能力
的合作伙伴——利勃海尔
面对电动车齿轮技术的革新问题利勃海尔齿轮加工技术有限公司早就把它设为首要战略调整目标。
· 工艺和方法 ·
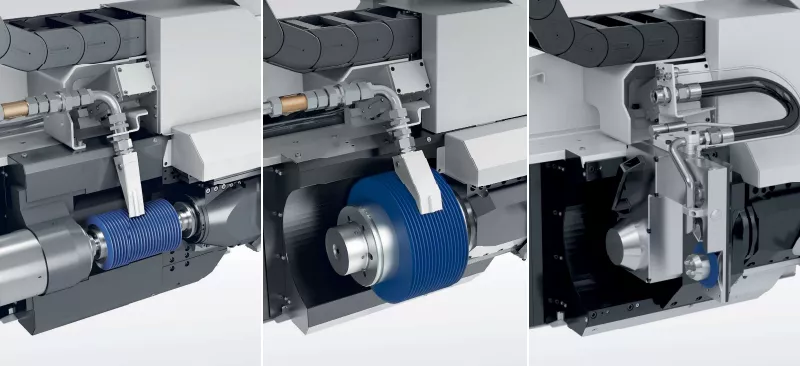
举例来说,在工艺方面,使用无需修整的CBN蜗杆砂轮对齿轮进行展成加工,以此来提高过程安全性。在硬齿面精加工过程中对齿轮进行超精磨和抛光持续可降低表面粗糙度。另外,使用外径较小的砂轮在砂轮超行程的情况下加工易干涉结构的齿轮。
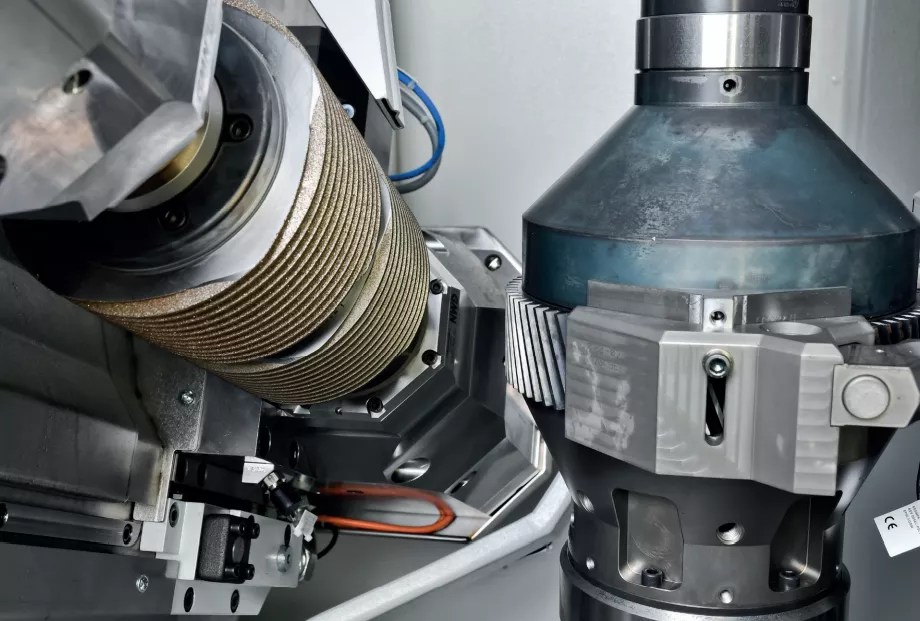
使用无需修整的CBN砂轮
对e-drive总成驱动齿轮进行展成磨齿
在齿面拓扑方面,利勃海尔提供了齿部修形方法。如无偏差拓扑磨削通过有针对性的齿端修缘(GER)
实现承载力优化。为了降低噪音,可以在齿面上实现特定的波纹(Noise Excitation
Optimization,噪音优化),或在精加工时加大齿面对角线位移量,达到随机打乱磨削纹路的目的(Silent Shift
Grinding,静音切向位移磨削)。
· 刀具材料:CBN蜗杆砂轮 ·
需要做的拓扑修改越多,就越有必要考虑刀具材料问题——CBN刀具是个经济的选择。对于很多应用来说,使用刚玉蜗杆砂轮磨削是个良好的解决方案,但是在对拓扑要求较高的磨削中,由于需要修整,刚玉蜗杆砂轮的使用会受到限制。利勃海尔独家自研产品——无需修整的CBN蜗杆砂轮,可以为用户提供一系列优势:
1 / 刀具使用寿命长,
可以保证较高的过程稳定性
2 / 修整时能大幅降低出错的概率
3 / 刀具操作轻松简单;
大幅度降低测量和测试成本。
比如,对于齿端修薄的拓扑磨削工艺来说,CBN砂轮磨削在工件成本方面明显低于刚玉砂轮磨削。即便是Rz粗糙度小于3微米的最精细表面,也能使用CBN蜗杆砂轮加工出来。

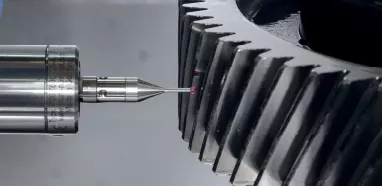
· 小型工件夹紧解决方案 ·
在生产用于电动自行车的齿轮部件时,遇到的挑战往往是复杂的测量和小模数。为了高质量地生产这些部件,在磨削过程中,必须保证夹紧技术精度高还要速度快。采用专用夹紧解决方案,即便是结构易发生加工干涉的小型部件(比如模数为0.6mm的驱动轴),也能顺利加工出DIN
1-4级精度的齿轮。

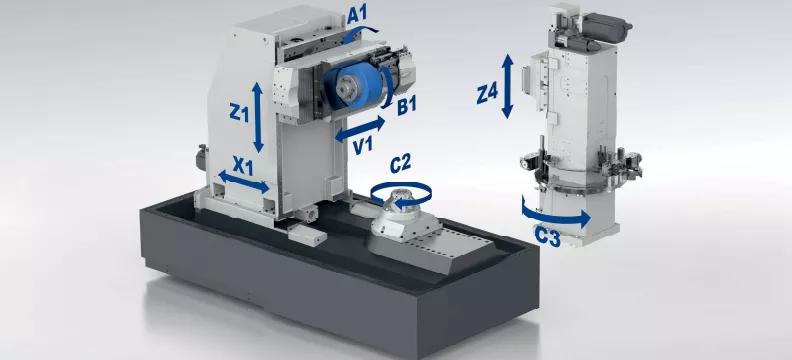
· 机床方案 ·
利勃海尔独有的经济且可重复采用的单工作台机床方案,可以实现最佳径跳和最高重复定位精度。对于要求以微米级质量控制和持续生产零部件的应用来说,这可谓是一项不可或缺的技术优势。尤其在中小批量生产中(为电动汽车生产部件时时有发生),这个方案非常经济,因为较短的装配时间可以实现快速投产。
技术的更新虽是提升产品质量的重要一环。但更重要的是与客户站在同一战线上,实时听取客户的意见一起携手并进,这才能使生产技术、产品质量得到全面的升华。利勃海尔齿轮磨削和插齿技术应用部负责人
Andreas Mehr博士说:

“我们深刻意识到制造商和零配件供应商在质量和工艺稳定性方面有着不小的挑战,尤其是在工艺深度和技术广度这两个方面。利勃海尔作为优质的合作伙伴,能不断地把我们的专业技术知识融入到客户的加工技术中。同时面对实际的操作情况,可以全方位为客户提供建议,为客户及其应用寻找最佳解决方案。”

































































































































热门推荐