

作者:江苏省南京市南京国际集装箱装卸有限公司肖滕祥
我公司一台进口集装箱叉车,在使用中出现转向轮轴头断裂的现象(见图1),因无备件,从国外购买又周期太长,因此决定自己修理,工艺如下。

(1)在车床上将轴头断裂端车掉,在其截面上镗一直径φ35mm、深15mm的沉孔(见图2),然后在其外圆上开出10×60°的倒角。以计算,该截面的弯矩M=1410N·m,拉力S=7030N,均不大,但其截面积却较大,因此截面受力较小。(2)用45#钢制做如图2所示的轴头配件,并将其圆凸台压入原轴头的沉孔中,其配合关系为H7/S6。
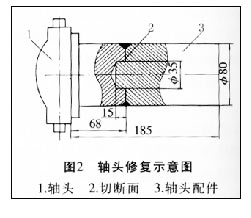
(3)焊接转向轮轴与轴头配件。选用结607焊条(保证焊缝与母村强度相等),焊前烘干温度为350-450℃,随炉升温,保温1-2H,随用随取;将母材预热到250℃左右;用直流焊机以小电流施焊,每焊一层后用小锤子在断面上敲击焊缝,以消除内应力;同时,在观察焊接部位没有裂纹后才能再焊下一层,确保焊接质量。(4)按零件的技术要求精加工焊接件,注意其轴承配合部位的公差。经验算焊缝强度能满足使用要求,修复后的轴头已用一年多,一切正常。
































































































































热门推荐