

中国上海,2018年6月21日—— 6月12至14日,全球领先的焊接及切割设备、系统和材料的制造商与供应商,伊萨亮相在廊坊国际会议展览中心举办的2018中国国际管道大会暨展览会(INTERPIPE)。伊萨集中展示了针对管道行业的整体焊接与切割解决方案,包括先进的自动化焊接技术、焊接材料、标准设备以及切割设备等;充分彰显了焊接技术和产品在管道中的重要纽带作用。凭借多年领先科技和市场经验的积累,伊萨正结合数字化产品、云技术、软件应用和服务,通过持续创新为本地客户注入新动能,帮助中国管道和油气行业释放全新活力,加速升级转型。
2018中国国际管道大会暨展览会以“管道”为纽带,搭建了一个国际、多赢、共享的油气下游全产业链的合作平台。本届展会共吸引了近400家家展商企业,专业参观人员超过15000人。伊萨专注油气管道行业多年,连续两届积极参与管道展及相关论坛。

伊萨在展会期间推出了重磅新产品
为了应对数字技术带来的变革,今年伊萨在展会期间推出了重磅新产品:升级版全位置自动焊接小车,还展示了油气管道行业全系列焊材、多功能高效焊接设备、等离子切割系统、高端个人防护产品等;并通过Pipeweld Orbiter 现场演示、现场技术讲解以及焊接现场体验等活动传递创新理念,分享行业经验。
随着世界各国对能源需求和关注度的不断提升,管道工程技术的发展已成为备受关注的焦点,在这一领域,各国的油气管道工程建设、维护、运营等呈现出日趋高涨的态势。伊萨管道行业经理苏正琦表示,“目前,油气输送管线工程综合应用了当代各个相关科技领域中的最新发展技术。而随着‘互联网+’在工业制造业的深度渗透,自动化技术成为当代油气管道行业发展不可逆转的趋势之一。”
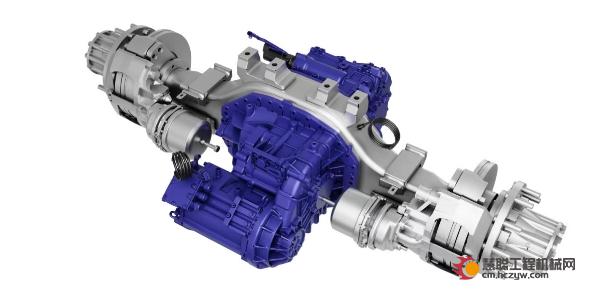
伊萨升级版全位置自动焊接小车是基于长期管道焊接经验,结合现场实际应用,采纳了数十位管道焊接专家的意见,在原有管道焊小车的基础上进行全面改进而成。这款小车具有轻便、灵活、耐用以及性价比极高等特点,适合管道立向上的药芯焊丝全位置焊接。此工艺已经长期广泛应用在欧洲和北美等地区的管道现场施工,充分证明了此种工艺的高效率和经济性。
苏经理补充道:“在中国油气输送行业由’质’向’智’转变的进程中,建立数据库,升级管线焊接质量和安全性是贯彻’一带一路’倡议和’中国智造2025’的主要途径,而焊接技术创新是实现这一愿景的催化剂和重要推手。伊萨能够提供完整的管道焊接解决方案,旨在帮助用户 ‘做乘法’,使中国油气企业充分发挥价值。”
进入中国三十余年来,伊萨的产品和技术不断被应用到国内管道及LNG的重大工程项目中,如一重二重加氢反应堆、宝钢西气东输大口径直缝钢管项目等等。
作为全球焊接切割平台的一站式专家,伊萨覆盖焊接设备、焊材、工艺、服务领域的前沿技术,全面应用于油气从发开采到运输的等各种场景和严苛复杂环境。本届展会期间,伊萨还展示了更多解决方案:
标准焊接设备
a)Fabricator-新一代全新数字控制焊机
b)Aristo Mig 4004i pulse – 轻便的多功能逆变焊机
不锈钢和铝薄板焊接的理想之选
QSetTM——智能焊接系统
SuperPulseTM可精确控制焊接热输入量(U82)
预存优化曲线可确保各种类型的材料、焊丝规格和气体组合获得最佳配置
宽范围电源输入容许度:342V~482V
c) Warrior 500i CC/CV – 坚固耐用的逆变焊机
切割设备:Cutmaster手持等离子切割系统
轻巧便携,结构紧凑、体积小、重量轻、性能卓越,40摄氏度暂载率达40%
性能完备,确保最佳的切割质量和易损件寿命
电缆延长线确保灵活性
易损件专利保护
可以短时间简单刨削
适用于管线钢焊接的全系列焊接材料
全球如一的高质量品质
高效、环保型包装方案
绝大部分产品均为自主生产、自主开发,冶金技术和质量保证
生产标准通过严格认证检测,确保满足客户要求
a)Pipeweld系列纤维素焊条
纤维素焊条已在全球管线钢焊接中使用多年,原因在于其即方便根部焊道使用,又兼具熔敷速度优势。伊萨纤维素焊条可应用于上限至X70的管线钢的填充焊道以及各种牌号管线钢的根部焊道,熔敷优质焊缝金属。
根部焊道采用E6010是一项惯例,原因在于其出色的电弧力控制特性,可减少熔合缺陷、优化焊接补强。
在优化根部焊道内部补强中,Pipeweld 6010 PLUS最适宜采用直流负接(DCEN)方式焊接。采用直流负接(DCEN)方式还可减少咬边、开裂以及空心颗粒风险。Pipeweld 6010 PLUS在立向上焊和立向下焊工艺中具有优良焊接性能。
对于采用E7010、E8010和E9010的热焊道、填充和盖面,伊萨可提供上限至X70管线钢的全系列纤维素焊条,此类焊条在直流正接(DCEP)的立向上焊和立向下焊工艺中均有出色表现。
b)适用于管线钢焊接的伊萨碱性焊条
随着高强度现代管线钢的推出,研发适当的下坡焊纤维素焊条越来越具有现实性。焊缝金属较高的氢含量和有限的低温韧性往往很难获得优良的焊缝。
低氢型碱性焊条是技术上和经济上均为可行的替代方案,其即能够提供所需的焊接金属高强度和良好的低温韧性,还大大降低了氢致裂纹风险。根据钢的品质不同,许多热-机械处理钢牌号的预热温度可以降低甚至忽略不计,因而通过提高效率实现了成本节约。碱性焊条适用于X70及以上的管线钢,尤其是壁厚较厚且有焊缝金属低温韧性要求的牌号。
上坡焊型可应用于根部焊道,填充、盖面和摆动焊接均可适用。其能够获得良好的焊缝熔深,但必须谨慎控制热输入,避免热影响区和焊缝金属的机械性能受损。下坡焊焊条专用于填充和盖面,配合纤维素焊条焊接的根部焊道及热焊道,或配合碱性上坡焊焊条焊接的根部焊道。作为管线建设关键因素的前端铺设速度能够因此获得较高的经济效益。此外,行走速度较快的窄焊道焊接可产生相对较低的热输入效果,从而让热影响区和焊缝金属获得良好的机械性能和低温韧性。
伊萨管线钢焊接用碱性焊条采用独家VacPac真空包装,VacPac包装打开之前始终处于低水分条件之下。此后,在铝箔片完好的情况下焊条的低吸湿(LMA)特性可确保12小时的安全曝露。
c)管线钢焊接用药芯焊丝
Pipeweld系列产品包括全位置红石型、低氢药芯焊丝,适用于有–60℃冲击韧性要求的管道及管道部件焊接。
该系列焊丝在射流电弧模式下工作时电弧柔和、无飞溅,具有“焊工友好”特点。其易于获得具有良好熔深效果以及平滑过渡的扁平焊缝。脆性熔渣易于清除,从而获得平滑的金红石焊缝外观。由于采用射流电弧焊接,未熔合和夹渣等常见定位焊接缺陷得以避免。
d)实芯Pipeweld MAG焊丝——优质镀铜焊丝
伊萨Pipeweld优质镀铜MAG焊丝的表面状况和清洁度经过精心控制,且铜镀层具有最佳厚度。这些特点可减少铜粉对送丝系统的污染,并确保了更长时间的无故障送丝、电弧稳定性、低飞溅和优良的焊接质量。经过精心控制的焊丝化学成分可确保焊缝始终如一的优良机械性能。该焊丝在管道建造行业的手工焊和半自动焊中得到了成功应用。它可配合氩气/二氧化碳混合气体或纯二氧化碳气体进行焊接作业。
e)VacPac包装:始终为低氢焊条提供保障
VacPac包装的MMA焊条可直接取用,无需烘干,也无需临时储存在烘箱内或保温筒内。开封之后,保持真空状态可确保焊条的随取随用、干燥。低吸湿型焊条(H4 或H5级LMA焊条)会重新缓慢吸收空气中的水分。打开VacPac包装后,铝箔片完好的情况下该类型焊条可安全曝露长达12 小时。
钢管预制的电源(Aristo AC/DC1000,LAF1601/TAF1251)
a)Aristo AC/DC1000 - 设计用于高效埋弧焊的AC/DC逆变焊接电源
Aristo® 1000 AC/DC焊接电源采用了独特的专利技术,能够以最低能耗获得最佳焊接性能。采用该电源后,每度电可完成更多的焊接作业。其设计能与数字式PEK控制器及强劲的A2/A6送丝装置配合使用。
DC电弧通常用于根部焊道,可获得全熔深焊接效果。实时切换功能可允许在环缝焊时,无需停机即可直接切换至AC电弧。这一功能完全消除了停机重启的过程,可将停机时间和焊接缺陷风险降至最低。
b)LAF 埋弧焊直流焊接电源
LAF系列焊接电源为三相风冷直流焊接电源,设计用于高效自动化埋弧焊或高效MIG/MAG电弧焊接。LAF焊接电源在其电流与电压范围设定范围内,具有优异的焊接性能,起弧与二次起弧性能尤为出色。不论电弧电压的高或低,焊接时都能表现出良好的电弧稳定性。
c)TAF 1251埋弧焊交流焊接电源
焊接电源TAF1251 是采用了独特方波技术的交流焊接电源,适用于全面的交流焊接应用,焊接性能优异。伊萨的方波交流焊接电源通过可控硅控制整流桥装置,将次级电压的正弦波转换为方波电弧电压,并保证完美的起弧与焊接性能。(本文来自伊萨)



























































































































热门推荐