


浇注是铸造行业一道必不可少的工序,同时也是相对较为多变、复杂的一道工序。每个铸造企业都有自己独有的产品,这些产品形状及尺寸千奇百怪,这也就意味着每个铸造企业的浇注线不尽相同,烟尘收集形式也多种多样。

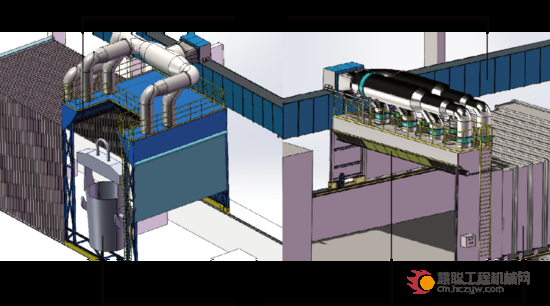
侧吸罩(自动浇注机浇注工序)
浇注的烟尘捕集难点
在众多的浇注形式中,大型工件的地坑浇注,因其工件巨大(一般5000kg以上),无法采用自动浇注机浇注,仅能采用行车吊装铁水包浇注的形式进行,这种特殊的操作方式无疑将烟尘治理难度大大提升了。
大型工件浇注的烟尘治理一直是各大铸造企业的痛点,这类浇注的特点是:产烟量大、持续时间长、行车吊装铁水包导致无法顶部封闭等。这也导致很多治理系统在前端的烟尘收集工序就以失败告终。铸造是国家关注的排放重点行业,在2020年底国家生态环境部发布实施了《铸造工业大气污染物排放标准》-GB39726-2020,对铸造行业提出了更高的环保治理要求。
对于大型工件浇注烟尘的治理,其核心在于前端烟尘的捕集、系统安全设计及过滤器的性能。本文着重以前端捕集进行讲解,其余内容在后续文章中再做阐述。
前端烟尘捕集的解决方案
对于前端的收集,要尽可能地将工件进行覆盖,同时要预留足够的铁水包吊装空间。由于浇注时行车需要持续吊装铁水包,所以在烟气产生阶段是没办法进行工件的全面覆盖的。
对此,我们将开口四周或者端面(下图两种形式,视工作情况进行设计)最先接触烟气的部分设计成格栅形式,并通过一些机械驱动装置,在烟气产生阶段将此处的风速提高,从而提高烟气的捕捉效率。
当然了,吸尘罩的风量并不是越大越好。虽然我们不可否认,更大的风量会带来更好的效果,但更大的风量同样意味着更多的投入。唐纳森从来都不建议我们的客户单纯地增大风量来换取有限的效果,我们主张以优化的方案来获得更高性价比的效益。

在吸尘罩设计时,需要考虑其移动及操作的便捷性、前段钢结构吸尘罩的整体强度(抵抗因工人操作失误而可能出现的撞击)、伸缩段软布的耐温及耐腐蚀性能。如果吸尘罩设计较高,还要设计防倾倒装置。
浇注线的前端收集设计,更多的是结合用户现场现有的工艺进行,这其中涉及大量的现场考察和定制设计。唐纳森确保做好治理的前提是不影响原有的生产工艺,为用户提供完善的烟尘捕集方案。
































































































































热门推荐